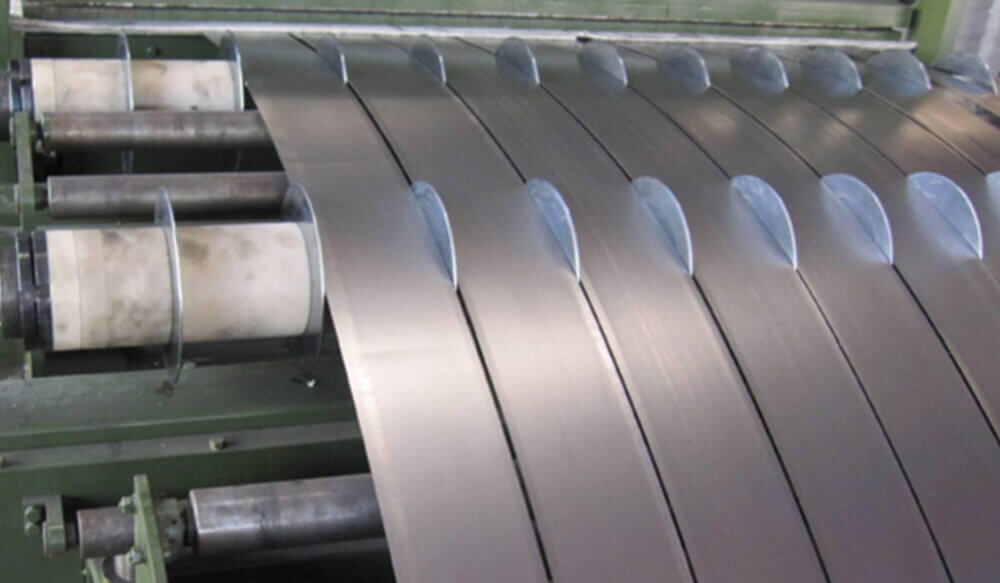
Open leveler reel sector block in the maintenance, first of all, we are actually to pay attention to the dismantling of the sector block, should first confirm the sector block number, in order to dismantle the sector block; the sector block cleaning inspection flaw; open leveler on the prismatic cone on the slider wear-resistant copper plate and its body inspection flaw; cleaning, check the friction surface is not burrs, if burrs should be polished smooth, clean oil.
The flattening machine reel sector block in the maintenance, pay attention to the removal of positioning bolts, lifting out the prismatic cone body; curling movement check probing; gear box grease for replacement; for the EPC slide should also be checked and cleaned, replace grease; for its rotary cylinder and mandrel take over check probing; once will be installed, confirm the installation order.
When it comes to the forging process of the forging machine, to a large extent, it will also be carried out using forging machinery to apply pressure to the metal billet, after which it will also obtain a certain mechanical properties and its certain shape and size of the forging processing method, the material under pressure solidification, crystallization, flow, after which it will also occur plastic deformation and forming, after which, it will also obtain the shape and performance we need The forgings are then formed into the shape and properties we need.
The deformation of the billet under the pressure of the forging machine is basically not subject to external restrictions called free forging, check the size of the forging and surface defects, forging in the heat treatment, used to eliminate forging stress, forming rolling, roll forging, rolling and expansion of the forming tool and the billet will be relative rotary movement, for the billet point by point, progressive pressure and forming, different forging Different forging methods will have different processes.
When forging, according to the temperature of the billet in the processing will be divided into cold forging and hot forging, steel recrystallisation temperature is about 460 ℃, but generally used 800 ℃ as a division line, higher than 800 ℃ is hot forging, between 300 ~ 800 ℃ is also known as warm forging or semi-hot forging.
Contact Us . If you have any question, please dont hesitate to contact us . We can send you more excellent case pictures and videos . We also will definitely give you best answer.