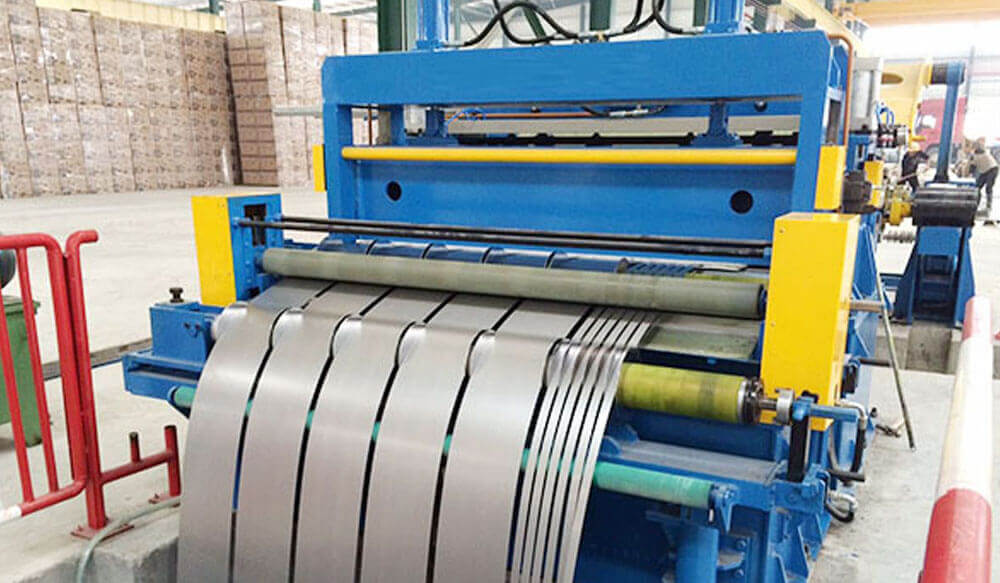
The control structure of the slitting shear is divided into three parts: uncoiling, round shear, winding each closed-loop control, uncoiling, round shear part according to the respective pit in the material level active adjustment, winding part according to the winding roll speed PID regulation. The slitting shear uses PLC, the body integrated communication port, the choice of dual processor architecture, processor 1 for processing logic mission, processor 2 for processing communication mission, with high execution time.
The slitting shear drive section uses a high performance vector type frequency converter and encoder reaction closed loop control for winding and unwinding, round shearing, feeding and scrap collection, using an integrated bus for real time synchronous control; a high cost effective servo is used to complete the correction of deflection before winding.
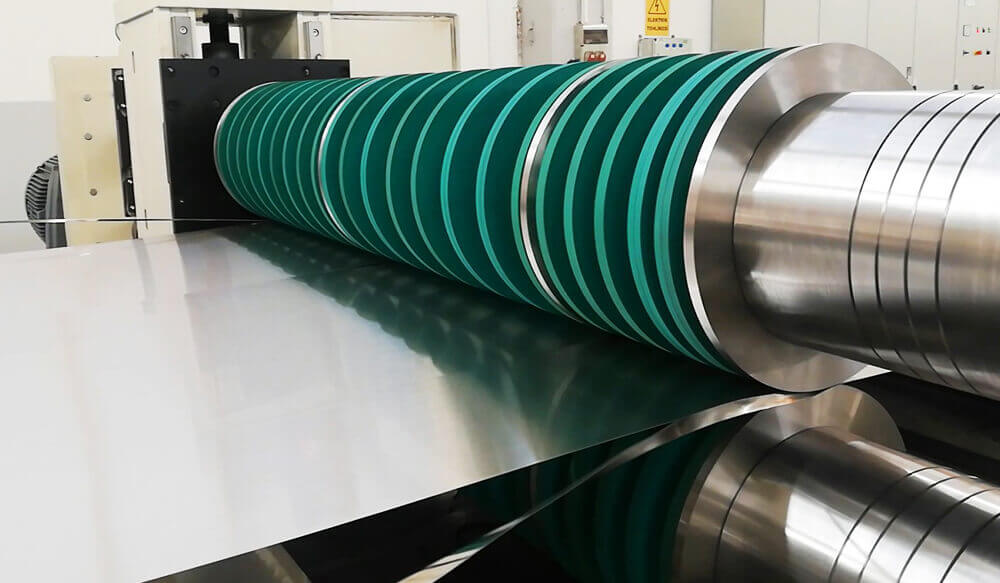
The man-machine interface part of the slitting machine uses a graphic touch screen and configuration software, which is convenient and sensitive, with excellent functionality, and can conveniently complete trend charts, recipe handling, data storage and other functional requirements. Unwinding synchronization to set the speed as a benchmark based on the unwind pit material level adjustment; round shear synchronization to set the speed as a benchmark based on the round shear pit material level adjustment; winding synchronization to set the speed as a benchmark based on the winding roller encoder speed response to do PID adjustment.
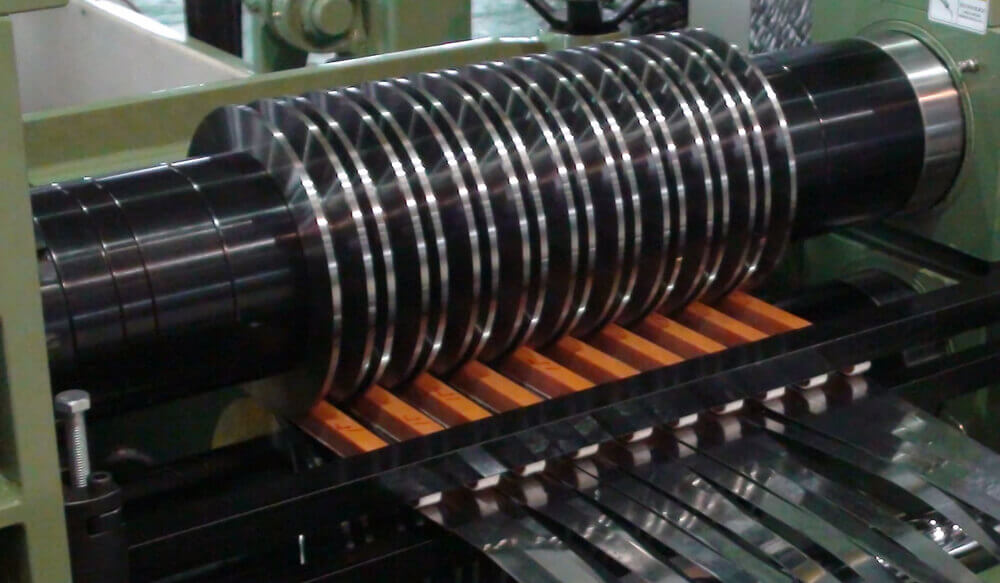
The slitting shear data collection and operation sub-programme contains the open roll diameter calculation, traction roll, winding roll encoder collection, correction of the position collection, round shear length calculation; manual, active correction sub-programme: manual control servo left and right movement, according to the steel plate orientation reaction adjustment correction cylinder, hydraulic, drive sub-programme.
In addition, the slitting machine also has a touch screen to show data, alarm information to show the open roll, round shear, winding speed output subroutine: speed calculation results output; traction roller torque control and other diverse functions.
Contact Us . If you have any question, please dont hesitate to contact us . We can send you more excellent case pictures and videos . We also will definitely give you best answer.